Сварочное производство предъявляет жесткие требования к качеству сварных соединений, что диктует необходимость глубокого понимания физико-химических процессов, протекающих в зоне дугового разряда. Выбор сварочного электрода является ключевым этапом проектирования технологического процесса, так как именно состав стержня и покрытия определяет микроструктуру металла шва, его механическую прочность, коррозионную стойкость и надежность при эксплуатации в экстремальных условиях.
Стандартизация сварочных материалов
Основой для систематизации сварочных электродов в отечественной промышленности выступает комплекс государственных стандартов, обеспечивающих единство требований к производству и контролю качества. Основной стандарт, ГОСТ 9466-75, регламентирует общие технические условия на производство покрытых электродов, в то время как ГОСТ 9467-75 фокусируется на характеристиках электродов для сварки конструкционных и теплоустойчивых сталей. Дополнительно для высоколегированных сталей применяется ГОСТ 10052-75, а для наплавочных работ — ГОСТ 10051.
Для неплавящихся вольфрамовых электродов ключевым документом является ГОСТ 23949-80. Понимание этой нормативной иерархии позволяет инженеру не только правильно выбрать материал, но и интерпретировать его свойства в контексте международных стандартов, таких как EN 499 или ISO, что критично для проектов, использующих импортное оборудование или материалы.
Одним из лидеров производства сварочных материалов является Arcus. Все материалы проходят тщательную проверку и изготавливаются строго по ГОСТу. Вы можете купить электроды оптом на официальном сайте компании либо позвонить по указанному номеру на сайте.
Детальная структура маркировки по ГОСТ 9466-75
Маркировка электрода представляет собой информационный код, разделенный на две основные части: тип и марку. Тип электрода (например, Э46А) определяет гарантированный минимум механических свойств, тогда как марка (например, УОНИ-13/45) является коммерческим или заводским наименованием, учитывающим специфические технологические особенности. Полное условное обозначение состоит из девяти позиций, каждая из которых несет критически важную информацию для сварщика и контролера ОТК.
Физика и металлургия неплавящихся электродов
Неплавящиеся электроды, в отличие от плавящихся, не участвуют в заполнении разделки шва, а служат исключительно для генерации и поддержания дугового разряда. В промышленности наиболее распространены угольные, графитовые и вольфрамовые электроды.
Угольные и графитовые электроды
Угольные электроды применяются преимущественно для воздушно-дуговой резки, строжки и сварки тонкого металла на постоянном токе прямой полярности. Графитовые электроды обладают более высокой электропроводностью и стойкостью к окислению по сравнению с угольными, что позволяет использовать их при более высоких плотностях тока. Ключевой особенностью их эксплуатации является работа только на постоянном токе, так как на переменном токе дуга становится крайне нестабильной, а эрозия кончика электрода возрастает многократно.
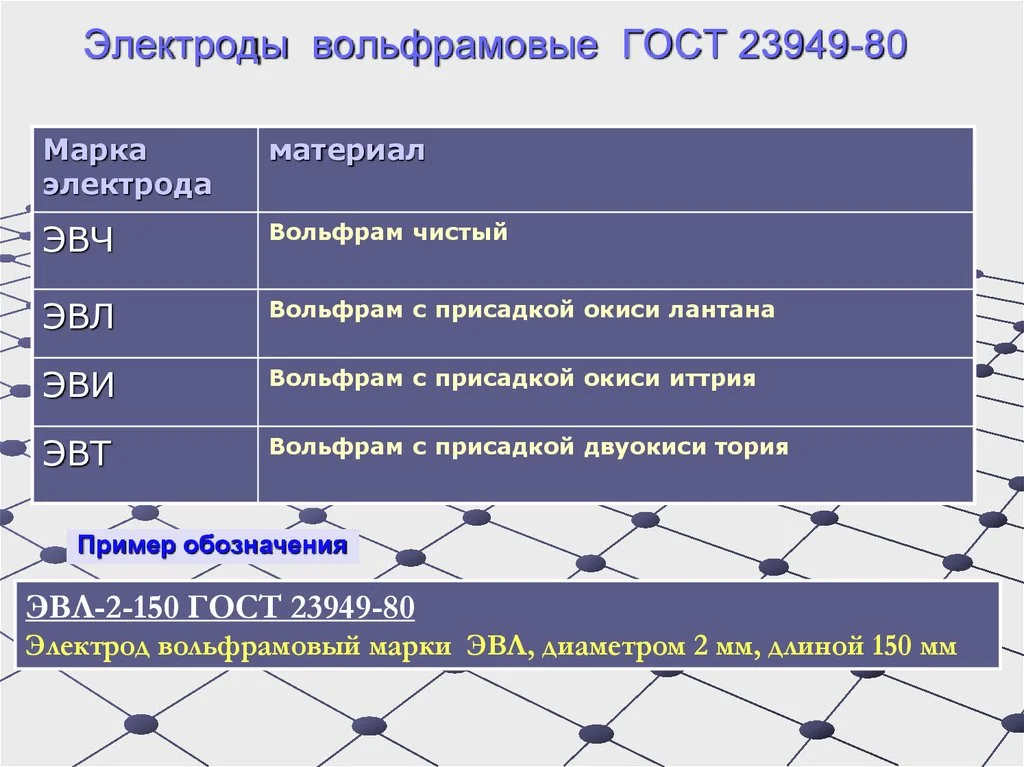
Вольфрамовые электроды (TIG-сварка)
Вольфрам, обладая самой высокой температурой плавления среди металлов (3422॰C), является идеальным материалом для неплавящихся электродов в среде инертных газов (аргон, гелий). ГОСТ 23949-80 подразделяет их на несколько марок в зависимости от типа легирования, что напрямую влияет на работу выхода электронов и стабильность дуги.
Диаметры вольфрамовых стержней варьируются от 0,5 до 10 мм. Выбор диаметра зависит от толщины свариваемого материала и силы тока: при превышении допустимого тока происходит оплавление кончика и загрязнение сварочной ванны вольфрамовыми включениями, что является недопустимым дефектом в авиационной и атомной промышленности.
Металлургическая классификация покрытий плавящихся электродов

Покрытие (обмазка) электрода — это сложная многокомпонентная смесь, выполняющая функции газовой защиты (создание облака CO2 или других газов), шлаковой защиты (формирование корки поверх шва), раскисления и легирования металла.
Кислое покрытие (А)
В состав кислого покрытия входят оксиды железа, марганца и кремния. Металлургические процессы при использовании таких электродов характеризуются активным раскислением за счет кремния и марганца. Однако металл шва, полученный кислыми электродами, склонен к образованию горячих трещин и имеет невысокую ударную вязкость. В современной практике их применение ограничено малоответственными конструкциями.
Рутиловое покрытие (Р)
Основой является рутиловый концентрат (диоксид титана TiO2). Это наиболее востребованный тип покрытия для общестроительных работ.
- Стабильность дуги: Рутил обеспечивает легкое зажигание (в том числе повторное) и высокую стабильность дуги на переменном токе.
- Формирование шва: Шлак легко отделяется, разбрызгивание минимально, а поверхность шва получается гладкой с мелкочешуйчатой структурой.
- Нечувствительность к загрязнениям: Рутиловые электроды (например, МР-3, АНО-4) позволяют вести сварку по ржавчине, окалине и влажной поверхности без существенного риска образования пор.
Основное покрытие (Б)
Изготавливается на основе карбонатов кальция и магния (мрамор, доломит) и плавикового шпата. Это так называемые «низководородные» электроды (например, серия УОНИ).
- Механические свойства: Металл шва обладает исключительной пластичностью и ударной вязкостью, в том числе при криогенных температурах до -60॰C.
- Чистота металла: Благодаря высокому содержанию фтористого кальция достигается эффективное удаление серы и фосфора, что минимизирует риск кристаллизационных трещин.
Технологические ограничения: Требуют тщательной очистки кромок до металлического блеска и обязательной прокалки перед работой (350–400॰C), так как влага в покрытии ведет к насыщению шва водородом и последующему холодном растрескиванию.
Целлюлозное покрытие (Ц)
Содержит до 50% органических веществ (целлюлоза, древесная мука), которые при сгорании создают мощную газовую защиту. Эти электроды незаменимы при сварке магистральных трубопроводов, так как позволяют выполнять вертикальные швы «на спуск» с высокой скоростью. Однако они дают повышенное разбрызгивание и не рекомендуются для сталей с высоким углеродным эквивалентом из-за наводороживания металла.
Электроды для углеродистых и низколегированных конструкционных сталей
Эта категория электродов (типы Э38, Э42, Э46, Э50 по ГОСТ 9467-75) применяется для сварки сталей с временным сопротивлением разрыву до 590 МПа. Выбор конкретной марки зависит от ответственности конструкции и условий монтажа.
Анализ высокопрочных соединений (Типы Э50А, Э55)
Для ответственных конструкций (мосты, сосуды под давлением, крановые металлоконструкции) используются электроды типа Э50А, где индекс «А» указывает на гарантированную ударную вязкость и относительное удлинение металла шва выше стандартных значений.
Марка УОНИ-13/55
Электроды УОНИ-13/55 являются индустриальным стандартом для сварки сталей марок 09Г2С, 10ХСНД и аналогичных.
- Механика шва: Предел текучести составляет не менее 420 МПа, временное сопротивление — 530–540 МПа.
- Хладостойкость: Сохранение ударной вязкости KCU ≥ 50 Дж/см² при -60॰C делает их незаменимыми для северных широт.
- Режимы: Сварка ведется только на постоянном токе обратной полярности короткой дугой. Расход на 1 кг наплавленного металла составляет около 1,7 кг.
Электроды для ремонтных и общестроительных работ (Типы Э42, Э46)
В условиях, где невозможно обеспечить идеальную чистоту кромок или требуется сварка на переменном токе от бытовых инверторов, применяются рутиловые марки.
Сварка теплоустойчивых легированных сталей
Теплоустойчивые стали (хромомолибденовые и хромомолибденованадиевые) работают в условиях длительных температурных нагрузок (до 600॰C). Сварка таких сталей требует строгого соответствия химического состава шва основному металлу для исключения разности коэффициентов термического расширения и обеспечения ползучестойкости.
Классификация типов по ГОСТ 9467-75
Электроды маркируются в зависимости от содержания легирующих элементов:
- Э-09М: С добавлением молибдена (до 1%).
- Э-05Х2М: С добавлением хрома (2%) и молибдена (1%).
- Э-10Х5МФ: Высоколегированные теплоустойчивые стали (5% хрома, молибден, ванадий).
Специализированные марки: ЦУ-5 и ЦЛ-17

Марка ЦУ-5 (тип Э50А) разработана специально для сварки элементов котлов и трубопроводов, работающих при температурах до 400॰C. Она обеспечивает высокую стойкость к образованию пор при колебаниях длины дуги и позволяет выполнять качественный провар корня шва в толстостенных трубах.
Марка ЦЛ-17 (тип Э-10Х5МФ) применяется для сталей 15Х5М, работающих в нефтеперерабатывающей промышленности в агрессивных средах при температурах до 450॰C. Эти электроды требуют предварительного подогрева изделий до 200–300॰C и последующей термической обработки для снятия внутренних напряжений и стабилизации структуры металла.
Электроды для высоколегированных сталей с особыми свойствами
К этой категории относятся коррозионностойкие (нержавеющие), жаростойкие и жаропрочные стали. Основная проблема при их сварке — риск межкристаллитной коррозии (МКК) и выпадение карбидов хрома по границам зерен.
Электроды для хромоникелевых сталей (Тип ЭА)
Для сварки аустенитных сталей (например, 12Х18Н9Т, 08Х18Н10Т) применяются электроды с высоким содержанием никеля и хрома, часто стабилизированные ниобием или титаном.
Металл шва, полученный электродами ЦЛ-11 и ЦТ-15, должен иметь строго регламентированное содержание ферритной фазы (обычно 2–8%), что предотвращает образование горячих трещин при кристаллизации.
Специфические технологии: Сварка меди, алюминия и чугуна
Цветные металлы обладают высокой теплопроводностью и активным сродством к кислороду, что требует применения специализированных обмазок на основе солей фтора и хлора для разрушения оксидных пленок Al2O3 и CuO.
Медь и ее сплавы: Комсомолец-100
Электроды марки Комсомолец-100 предназначены для сварки технически чистой меди (марки М1, М2, М3).
- Металлургия: В наплавленном металле содержание марганца достигает 5%, что обеспечивает раскисление и упрочнение шва.
- Электропроводность: Наплавленный металл сохраняет до 20% проводимости чистой меди, что позволяет использовать марку в электротехнических работах.
- Технология: Обязателен подогрев до 300–700॰C. Прокалка электродов: 160–200॰С в течение 1 часа.
Алюминий и сплавы: ОЗАНА-1
Электроды ОЗАНА-1 используются для сварки технического алюминия (А0, А5).
- Покрытие: Солевое, крайне гигроскопичное. Требует герметичного хранения и прокалки при 150–200॰C.
- Особенности: Сварка ведется только на постоянном токе обратной полярности. После сварки необходимо тщательно удалять остатки шлака, так как они вызывают коррозию алюминия.
Наплавка поверхностных слоев с особыми свойствами

Наплавка (четвертый класс по ГОСТ 9466) применяется для восстановления изношенных деталей или придания поверхности специальных свойств (абразивная стойкость, твердость). Электроды маркируются индексом ЭН.
Пример маркировки: ЭН-80Х4 В180 10-60. Это означает, что наплавленный слой содержит около 0,8% углерода и 4% хрома, обеспечивая твердость порядка 60 HRC. Для наплавки деталей, работающих в условиях интенсивного абразивного износа (ковши экскаваторов, ножи бульдозеров), широко применяются марки типа Т-590 или Т-620, содержащие большое количество бора и хрома.
Технологические и расчетные параметры сварочного процесса
Для инженерного расчета себестоимости и планирования поставок материалов используются коэффициенты наплавки и расхода.
Математические зависимости производительности
Коэффициент наплавки Kн (g/A * h) определяет массу металла, перешедшего в шов за один ампер-час работы дуги.
Gн = Kн * I * t, где Gн — масса наплавленного металла, I — сила тока, t — время горения дуги.
Коэффициент расхода Kэ показывает, сколько килограммов электродов нужно затратить для получения 1 кг наплавленного металла с учетом потерь на угар, разбрызгивание и огарки.
Высокие значения Kн у высоколегированных электродов (ОЗЛ) объясняются использованием стержней с высоким удельным сопротивлением, что приводит к их дополнительному разогреву джоулевым теплом и ускорению плавления.
Подготовка электродов к работе: Хранение и прокалка
Сварочные электроды чувствительны к влажности окружающего воздуха. Влага, сорбированная покрытием, при высоких температурах дуги разлагается на водород и кислород. Свободный водород диффундирует в металл шва, вызывая его охрупчивание и образование флокенов (холодных трещин).
Регламент термообработки
Для каждой марки установлен свой режим прокалки, превышение которого может привести к растрескиванию и осыпанию обмазки из-за выгорания связующего (жидкого стекла).
- Электроды с основным покрытием (УОНИ, ЦУ, ЦЛ): Требуют жесткой прокалки при 350–400॰C в течение 1–2 часов. После прокалки их рекомендуется хранить в специальных пеналах-термосах при температуре 60–100॰C.
- Электроды с рутиловым покрытием (МР-3, АНО): Менее критичны к влаге. Прокалка требуется только при явном увлажнении (появление пор, нестабильная дуга) при температуре 140–180॰C в течение 30–60 минут.
- Специальные электроды (ОЗАНА, Комсомолец): Прокалка при 150–200॰C обязательна из-за высокой гигроскопичности солевых покрытий.